
制作中の動画-1
制作中の動画-2
業務外での制作実例の一部です。
設備と技術力でこういった個人依頼のパーツも制作可能です。
その他、制作要望などありましたらお気軽にご相談ください!
画像クリックで動画が表示されます。
詳細お問い合わせください。
制作中の動画-1
制作中の動画-2



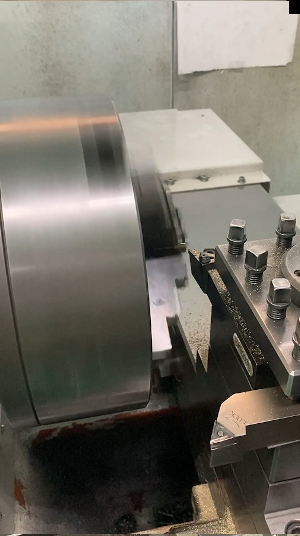
国際ガスセミオートユニットを分解し、ハンマハウジング単体にした状態で、汎用NCフライス盤で側面を円筒切削
アッパーレシーバーに国際ガスセミオートユニットを入れる際にセンタリング用のスペーサが必要になるのですが
そのままスペーサを被せると
スペーサの肉厚が薄くなり加工がし難いため、ハウジングの側面を円筒切削しました。
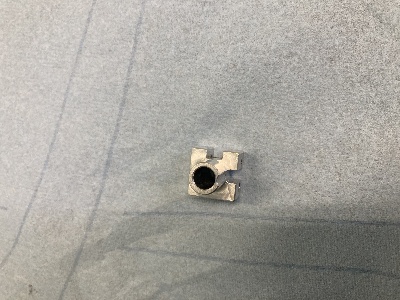
S45Cの丸棒を旋盤でカラー状に加工後フライス盤で2次加工語簡易黒染


スペーサの外径はレシーバーのボルトキャリアグループの内径より少し小さくガタが無い程度で挿入できる大きさです



国際 ガスセミオートユニット用の特注ノズルベース
S45Cの丸棒をNC旋盤で加工後ネジ部はダイスで加工後簡易黒染め
国際 ガスセミオートユニット用の特注ノズル
東京マルイ VSR10のシリンダーノズルを旋盤で追加工し製作


No,3 No,4を国際ガスセミオートユニットのトリガーバーに組付けた状態


東京マルイ VSR10用の社外品のホップアップチャンバーを追加工
東京アッパーレシーバーのバレル挿入部の内径にガタが無く挿入できる外径に旋盤で加工
後部のノック穴はNo,6ノズルガイドとの接合用の穴でフライス盤で2次加工



S45Cの丸棒を旋盤で加工後ノック穴をフライス盤で2次加工後簡易黒染め
処理上がり後ノックピンと無給油プッシュを注入

A5052の板材をNC汎用フライス盤で加工
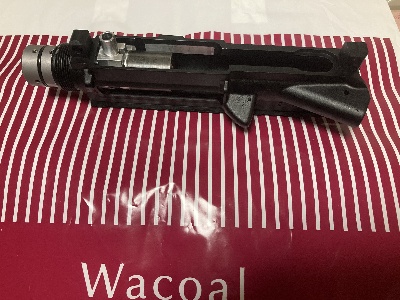

No.5 No.6 No.7 をアッパーレシーバーの中で組付けた状態


A5052丸某をNC旋盤でネジ部含め加工
M14 逆タップで開けたネジ穴にてネジ合わせ確認

S45Cの丸棒をネジ部まで加工後、2面幅をフライス盤で2次加工
ダイスでネジ合わせ確認